
CHALLENGE:
- Frequent and costly blade replacements.
- High temperature application.
- Address excessive production downtime.
- Manage ongoing OHS and hazard concerns.
- Extend belt wear life.
Our client is a prominent player in the mining and metallurgy sector, situated in Queensland the company specialises in the extraction, processing, and smelting of copper ore.
The operator previously used standard H-Type Tungsten and High Temperature Resistant Polyurethane blades with a temperature resistance of up to 150°C. Due to the high temperature environment, the Tungsten H-Type belt cleaners conducted the ambient heat from the furnace and subsequently damaged the conveyor belt.
Whilst polyurethane blades are preferred option in most material handling operations, maintenance teams reported the polyurethane blades consistently melted within 1 day of installation, requiring the conveyor to be shut down and a full set of blades changed.
Halting production for blade replacement posed safety concerns due to hazardous, extreme heat conditions in and around the conveyor belt. These constant blade replacements incurred high maintenance costs, operational disruptions, and decreased efficiency.
With both Tungsten & Polyurethane blades failing, the challenge faced by the smelter company was to find a belt cleaning solution that could withstand the smelter’s intense furnace temperatures. The harsh operational conditions, including abrasive copper ore residue and high temperatures, exacerbated the issue, leading the operator with no option but to seek best practice durable and belt friendly blade material to meet operator’s unique belt cleaning demands.
SOLUTIONS:
For nearly two decades Kinder has installed countless conveyor components for the QLD operator, solutions to tackle dust suppression, belt tracking issues and on this occasion was top of mind, and the partner of choice to guide them through their belt cleaning challenges.
During initial discussions with Kinder’s Technical team, several belt cleaner options were proposed including a Tungsten Carbide blade option. While Tungsten offers longevity and high-temperature resistance, its aggressive nature was not ideal for the smelter’s operating environment.
During the initial design phase, Kinder Engineers proposed redesigning the new blade to align with the profile of the client’s blade. This approach eliminated the need for modifications to the mounting bar and allowed Kinder to fully customise the blade precisely to the client’s specifications. By tailoring the blade to the client’s requirements from the outset, the team avoided the need for retroactive modifications to a blade not originally designed for this application. Building on the success of Kinder’s K-Glideshield® proprietary high speed / capacity impact bars, K-Glideclean® Belt Cleaner innovation was engineered and installed to resolve the smelter’s unique challenges. K-Glideclean® utilises the same proven composite material, with a low coefficient of friction, 40% lower than UHMWPE as well superior heat resistance of 250°C.
Installation of K-Glideclean® was straight forward, the blade tips were purposely designed smaller, an aluminium base was also designed / retrofitted. The base and smaller blade tip ensures optimal performance and compatibility with the clients existing system and facilitates future costs savings as the entire system wouldn’t need replacement, just the blade mechanism. Kinder’s K-Glideclean® belt cleaning system utilises a cup head bolt mechanism to securely connect the tip and the base. The design provides a robust attachment, minimising the risk of dislodgement or premature wear during operation. The wear indicator groove feature on the K-GlideClean® blade provides a visual cue for when replacement is needed. As the blade wears, this groove becomes more pronounced, allowing maintenance teams to easily monitor its condition and schedule timely replacements. This proactive maintenance approach optimises conveyor belt cleaning efficiency and extends the lifespan of both the blade and the overall conveyor system.
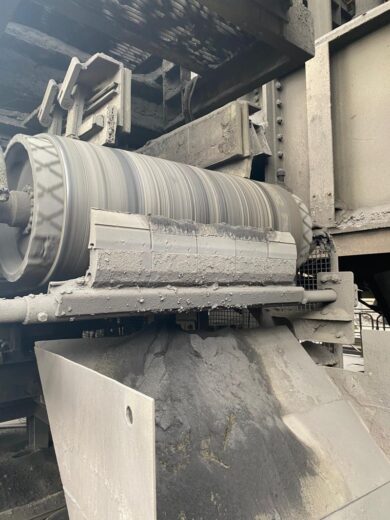
After Install Photo: K-Glideclean® – “K-Glideclean® installation delivers a remarkable 804% increase in scraper life – from 177 hours to approx. 1600 hours”, reported by Maintenance Teams.
RESULTS:
- Remarkable increase in belt life.
- Exceptional product performance.
- Significant reduction in maintenance downtime.
- Long term substantial cost savings.
Our smelter client has experienced a remarkable 804% increase in scraper life with the implementation of K-Glideclean® belt cleaners compared to the old-style scrapers.
The belt scraper lifespan has risen from an average of 177 hours to approximately 1600 hours.
K-Glideclean® conveyor belt cleaners outstanding performance underscores its effectiveness in optimising conveyor belt cleaning efficiency and durability, making it the preferred choice for demanding smelting operations.
K-Glideclean® sets the standard with its exceptional temperature resistance, boasting an impressive capability to withstand temperatures of up to 250°C continuous, 300°C short term. K-Glideclean® blades are also certified fire resistant and have a high chemical resistance.