Author – Kinder Engineering Team
Abstract
A belt conveyor load zone under a primary sizer was experiencing multiple failures to plant. The system transports 5500T/hr of Iron Ore, 6 metre drop height and a lump size of 500mm+.
To reduce unplanned maintenance and stretch shutdown intervals by increasing the life of the belt, rollers and frames; an engineered impact belt support system with dynamic characteristics was sought. Concepts of roller and impact bar beds were considered; however, impact frames like those currently installed mounted on torsion springs were selected. This presents advantages as the length of the load zone has increased design freedom and components are cheaper to replace. However, this design required the use of a sway bar to maintain rigidity.

Click photo to be directed to a video of the idler in service

Sizing of the torsion spring was based on static mass of the roller frame assembly, belt mass and full conveyor load of product to “activate” the torsion spring. Further impact force due to product flow and large lumps was considered and found to be within the specification range for the selected torsion spring.
Data obtained throughout the trial project found design changes were required to counter the torsion spring sag. An additional system was added such that shims could be placed to conserve the original installed height of the trough, maintaining skirt gaps.
Further engineering analysis will determine how related factors influence impact force, particularly how “dynamic” a transfer system is due in part and/or in addition to torsion springs, frame deflection, belt compression, impact idler/bar compression and burden deflection.
Introduction
It was shown by Swinderman et al [1] that a high failure rate to plant in belt conveyor systems is likely to occur in the transfer area. Burden being accelerated due to fall and changes in direction from one system to the next prevents steady state flow and requires additional thought into supporting the belt to improve the life of the belt and transfer components.
Conveyor Equipment Manufacturers Association [2] showed that the conveyor belt is considered one of the highest cost components over the life of a belt conveyor system. In some cases, it has been found by Vogel and Roberts [3] to be the most expensive per tonne conveyed per kilometre. Given the belt is capital intensive, all opportunities to protect it should be considered to extend the life and reduce the required planned and unplanned maintenance activities, where the system is not producing any payback.
It was shown by Gupta [4] that keeping the belt sufficiently supported and tracked, whilst minimising irregular belt tensions through correctly designed transitions, damage caused to the conveyor belt in the transfer is likely to be impact or abrasion related. Conveyor Equipment Manufacturers Association
[2] showed that whilst abrasion wear occurs over the life of the belt in a relatively even manner, impact damage to the top cover is sporadic and can begin to affect the carcass; an alarming symptom given the carcass is designed to carry the tension forces that move the belt.
Belt damage goes on to cause other symptoms. A gouge taken out of the top cover (Figure 1) will likely fill with the burden material (particularly when the material becomes wet) and is unable to be removed with a conventional scraper. This fugitive material will generate spillage around the system and build up on rollers (Figure 2) causing belt tracking issues due to the varying diameter of the roller across its face width.


Figure 1 – Belt top cover damage. Figure 2 – Fugitive material build up on a return roller.
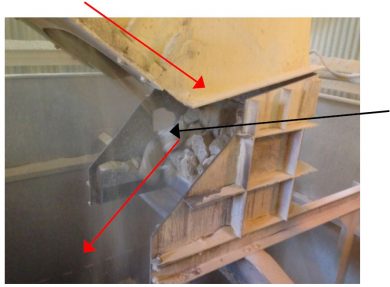
Additional components for concern are the idlers. Idlers are in place to support the belt in a low friction manner. When idlers suffer severe impact damage or seize, the friction causes additional strain on the drive and can tear the belt due to the roller wearing down to a blade like surface (Figure 3) or the frame roller supports contacting the belt after the roller has collapsed (Figure 4). The same can be said of impact bars and slider rails. Once they wear down and/or fail, the risk to the belt is that the low friction support surface no longer exists, and the belt may tear on the impact bar rail, installation bolt or frame structure (Figure 5).

Figure 3 -Worn through roller shell.

Figure 4 – Idler frame support junction.

Figure 5 – Impact bar wear nearing the aluminium track. Note the centre roller has fallen away indicating it too is taking impact. This has furthered wear on the centre bars.
A high impact transfer point is one that has a large lump size, a high density conveyed product and a high drop height as this increases the impact energy that must be absorbed. The application on which this paper is based, is extreme in all three aspects.
Conventional Options for Reducing Transfer Impact
An ideally designed transfer is one where the following exists:
- Equivalent free fall of material is less than 1.2 meters.
- Material feed is in the same direction as belt travel.
- Loading area of the belt is horizontal.
- It was shown by Conveyor Equipment Manufacturers Association [2] that chutes and skirt boards were designed to contain and settle the product on the belt.
The above is not always possible due to topographical or other design constraints. Given the need to protect the belt from impact in a system transfer that is not ideal, many solutions exist, with varying advantages and disadvantages.
1. Hood and Spoon
Hood and spoon chute designs redirect the product stream from the preceding system gradually to be as close as possible to the following conveyor system in height and speed.
Advantages
- Effectively reduces the free fall height close to zero, reducing impact.
- Modifies the flow of the product stream to reduce the need for the belt to accelerate the product in the following system direction, reducing power consumption and abrasion wear on the belt.
- Product is uniformly transitioned to settle it on the belt, reducing dust.
Disadvantages
- Space constraints and current infrastructure may not allow install.
- High design costs.
- High manufacture cost. Need to factor in a low friction wear surface such as polymer or ceramic. This also requires maintenance/replacement.
- Potential lump sizes may exceed possible spoon widths without the risk of chute blockages.

Figure 6 – Typical Hood and Spoon (105° acute system to system angle change, 5 metre drop height).
2. Rock Boxes
A rock box allows the material to be retained in a box section of the chute before rebounding to the new path. Multiple ‘box’ sections of the chute can exist to gradually change the direction of the material path from one box to the next.
Advantages
- Opportunity to direct flow in the same way as a hood and spoon chute to reduce impact and abrasion on the belt.
- Uses the conveyed product as a wear surface, reducing the need for chute repair of wear surfaces. Very useful for highly abrasive and lumpy material.
Disadvantages
- Space constraints and current infrastructure may not allow install.
- High design costs. Need to factor DEM modelling, particularly when angles between conveyor systems are large and multiple rebound ‘boxes’ exist.
Retained product to produce wear surface and redirect flow in the opposite direction. Red arrows are the flow direction.
Figure 7 – Rock Box.
3. Grizzly Screen
A grizzly screen allows finer material through to the conveyor system load point prior to the larger lumps such that a layer of fine material can act as a cushion to the lump impact.
Advantages
- Uses the conveyed product to take some of the impact force.
- Low cost implementation.
Disadvantages
- May slow the throughput and increase the risk of blockages.
- Given the open nature of the transfer with lumps falling onto the lighter product stream, dust may become an issue.
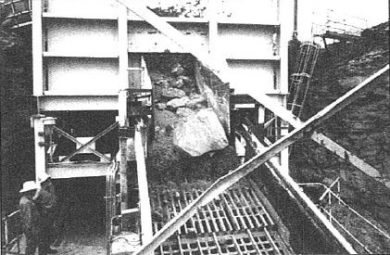
Figure 8 – Grizzly Loading Chute shown by Conveyor Equipment Manufacturers Association [2]
4. Impact Belt Support Systems (Cradles)
An impact belt support system utilises low friction topped impact bars to fully ‘cradle’ the belt to keep the belt line as consistent as possible and using the dynamic nature of the impact bar core (usually low durometer rubber) to absorb impact force.
Advantages
- Keeps the belt line consistent. An elimination of belt sag between roller frames allows for better skirting contact with the belt, resulting is less spillage.
- Low maintenance due to a lack of moving parts and a high strength retractable frame.
- Low cost implementation.
Disadvantages
- Even with the dynamic nature of the low durometer rubber core of an impact bar, the cradle is still close to a static system, resulting in high impact forces being transferred to the belt.
- Though a low friction surface, the UHMWPE (Ultra High Molecular Weight Polyethylene) tops of the impact bars increase friction over rollers which requires more drive power and are generally limited to a belt speed of 4m/s. This can be reduced using impact rollers in the centre of the cradle (Figure 10) use of high speed slider rails (Figure 12) and providing correctly located lead in and lead out rollers (Figure 11).

Figure 9 – Conventional Impact Cradle (K-Shield Retractable)

Figure 10 – K-Shield Combi Cradle employs impact rollers in the centre to reduce friction.
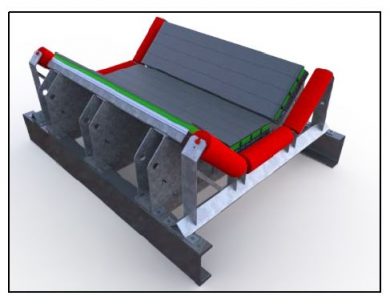
Figure 11 – A correctly placed lead in/out idler prevents unnecessary wear and friction.


Figure 12 – High Speed Slider Rails incorporated into a high capacity system with catenary idlers.
5. Dynamic Impact Belt Support Systems
A dynamic impact belt support system cradles the belt in much the same way as a conventional impact cradle, however the centre can deflect away in the presence of impact due to mounting on anti-vibration mounts.
Advantages
- Dynamic centre section to allow for a reduction in impact force.
- Keeps the belt line consistent. Even though the centre is dynamic, the wings are generally kept fixed to act like a static impact frame outside the chute walls, allowing for better skirting contact with the belt, resulting is less spillage.
- Low maintenance.
- Low cost implementation versus chute design remedies.
Disadvantages
- Additional cost over a static impact belt support system.
- Though a low friction surface, the UHMWPE slider rails increase friction over rollers which requires more drive power and are generally limited to a belt speed of 4m/s. This can be reduced using high speed slider rails (Figure 12) and providing correctly located lead in and lead out rollers (Figure 11).
- Not usually retractable.

Figure 13 – K-Shield Dynamic Impact Belt Support System.

Figure 14 – K-Shield Dynamic Impact Belt Support System (1400BW).
Case Study
The client’s application for which transfer failures occurred is a conveyor below a primary sizer processing iron ore directly from the mine (Figure 15). Notable data from the system is the following:
Belt Width: 1800 mm
Tonnage: 5500 TPH
Bulk Density: 2500 kg/m3
Maximum Lump Size: 450 mm
Chute Drop Height: 6 m
Belt Speed: 4 m/s
Belt Specification: PN2000/2 18×7 Covers
Chute Length: 6 m
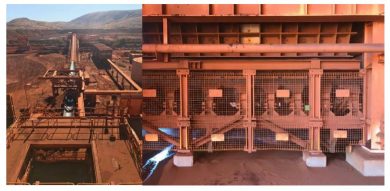
Figure 15 – Conveyor under the primary sizer.

Figure 16 – Actual lump size observed.
Whilst the lump size for this system is extreme, when the primary sizer loses a tooth (a common occurrence), the lump size is even greater, due to a larger opening between crushing rollers. Figure 16 shows the actual lump size was likely greater than 500mm, with a trough width of 1500mm and noting it is over a third of this width.
Originally specified with 10-roll PROK series 59 ‘jack down’ idler frames, the client has since tried several different products and modifications to the transfer area. These were only aimed at improving the life of the idlers and subsequent strengthening of components increased the impact wear to the top cover of the belt. Following the top cover damage (Figure 17), the belt became difficult to clean and therefore track and keep spillage to a minimum, not to mention the inability to get more life out of the belt and system components.

Figure 17 – Severe top cover damage.
1. Heavy Duty Catenary Idler
A 5-roll catenary idler string was trialled in the hope that, given its flexibility perpendicular to belt travel, the allowable dynamic travel would remove some of the impact force. Other ‘dynamic’ features of this idler were the rubber isolation mounts and rubber lagging of the idlers. The idler string had no improvement in component life, nor was there any noticeable improvement to belt life. Even though an improvement opportunity may have existed in the way of customising the catenary idler using bigger/more bearings and thicker connecting links (the main failure areas), this would not have improved belt life.
Disadvantages of the catenary idler are the lack of restraint for the idler string to move forward as the belt travels over it. This may provide a worsening of belt tracking, a increase in belt and idler wear and the change in belt profile may cause the belt to come into contact with hard skirts as shown by Conveyor Design Consultants of W.A [5].
The client also trialled lower durometer rubbers for the lagging, without much success as it tore apart. Whilst the reasoning behind use of low durometer rubber is sound for reducing impact, the reduction of hardness, likely achieved by a reduction in rubber fillers, will sacrifice tensile strength and abrasion resistances from an optimum range as shown by Matador Rubber s.r.o [6]. This may have contributed to its failure in this application.

Figure 18 – Rubber lagged catenary idlers trialled in the impact area.
2. Impact Saddle
The impact saddle was trialled in the hope that some of the impact forces could be reduced by taking advantage of the rubber isolation below the UHMWPE saddle segments (Figure 20), another form of a dynamic feature. Another advantage of the impact saddle in this configuration is the constant radius of the cradle, reducing the likelihood of pinch point damage of the belt at the idler junctions. Comparing the saddle with a 3-roll trough design, there is much more to be gained in achieving a constant radius (Figure 21). This issue is less pronounced on this system, due to replacing a 5-roll trough design and therefore had little effect on belt life.
The steel frame was much less susceptible to failure, likely due in part to its completely filled in plate upright design. The UHMWPE saddle segments however suffered from rebound failure, whereby the retaining section would break away (Figure 22). A reason may be, due to rubber resilience and stiffness of the frame, when the rubber rebounds after impact, the energy in the opposing direction is forcing the segment upwards and overstressing the segment retaining section, especially given its stress concentration due to a sharp internal radius (Figure 20).

Figure 19 – Impact Saddle.

Figure 20 – Impact Saddle rubber cushioning system.
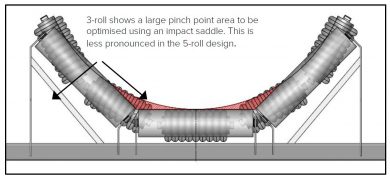
Figure 21 – Comparison of 3-roll vs 5-roll trough optimisation by an impact saddle.

Figure 22 – Impact Saddle failure mode.
3. Custom Stiffened Impact Idler
The last belt support system installed by the client was only in the interests of making the idler more reliable. A custom idler with 4 bearings (2 in each end) and custom frame fabrication was designed and installed resulting in a high stiffness system. Most of the frame was as per the 10-roll PROK series
59 ‘jack down’ idler frames, retaining the original ‘jack down’ feature for easy maintenance. Modifications include additional plate to increase transom stiffness, brace plate across the two transom plates, roller support bracing and an upgraded foot mount with larger M20 mount bolts (Figure 23).
By stiffening the transom, all the load was placed on the belt, resulting in severe top cover damage. The client found the frame was still able to flex through the trough section, causing welds to crack. Additionally, as the four bolts are inline, the heads would eventually snap off, leaving the frame unsecure until the next available shutdown. Rollers had fair reliability, however the mount slot they sit in elongate resulting in an inconsistent belt profile, opening skirt gaps.
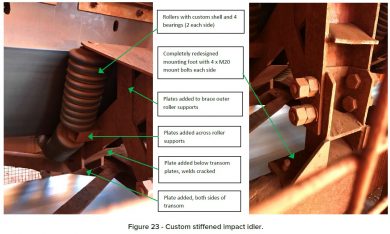
Figure 23 – Custom stiffened impact idler.
All trialled products suffered from poor reliability and did little to protect the belt. A new chute system would have been costly due to the current layout. What was needed was belt support with additional dynamic travel and therefore impact absorption to increase idler life and protect the belt.
Concept Design
1. Extra Heavy-Duty Dynamic Impact Roller Cradle
Kinder Australia initially proposed a conventional dynamic impact cradle designed to accommodate the customers rollers. Incorporating rollers was to reduce friction (Figure 24). Given the chute width sat over the outer rollers, there was little room for a static wear bar or roller on the outside (Figure 25). The trough had to be completely dynamic in some way. The centre trough was made much like a conventional dynamic system, able to move down to take impact, with the outer wing rollers placed on torsion springs that allowed a radial movement to take impact whilst reducing the allowable gap in the skirting. It also would have reduced an induced pinch point because of a dynamic centre trough with a static wing (Figure 26).

Figure 24 – K-XHD Dynamic Impact Belt Support System proposed.
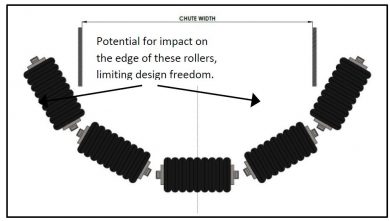
Figure 25 – Chute width layout across roller profile.
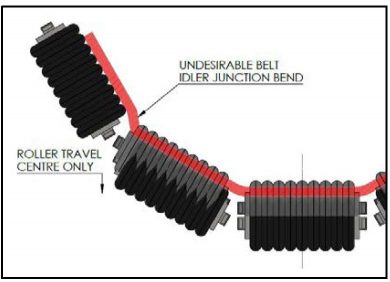
Figure 26 – Undesirable belt profile bend in a centre only deflecting dynamic system.
Whilst this system would have provided excellent belt support whilst minimising the compromise to skirting gaps, the system was expensive and didn’t allow easy access for roller changeout, something the client was very specific about.
2. Dynamic Idler
Our next concept took the basics of the idler profile and mounted the frame on anti-vibration mounts. The frame retained the jack down feature for easy maintenance and added a sway bar to increase the control of the sprung mass perpendicular to the belt. Kinder Australia and the client felt this was necessary as only 2 anti-vibration mounts were used, compared with 6-8 on a typical dynamic impact cradle. This would also keep the idler parallel without allowing the idler to tilt forward or backward and potentially upset tracking of the belt.
Whilst placement of the entire frame on dynamic mounts opens the possibility for large gaps between the belt and skirting, this is a compromise we felt necessary. Given the system has a large, relatively flexible lay in rubber skirt on the outside of the chute, we felt this would resist some of the potential discharge.

Figure 27 – Dynamic Impact Idler initial concept.
Another advantage of the concept is that the client was able to trial fewer units than proceeding with a complete load zone upgrade. This reduced the risk to the client should this have proved to not work.
The anti-vibration mounts selected for the application; Rosta brand ESL type, are the same type as those used in the conventional K-Dynamic Impact Belt Support System. Selecting the correctly sized mount, due to experience with the ESL type anti-vibration mount, allowed us to narrow the options down to the ESL 50, of which there are three size options (Figure 28).
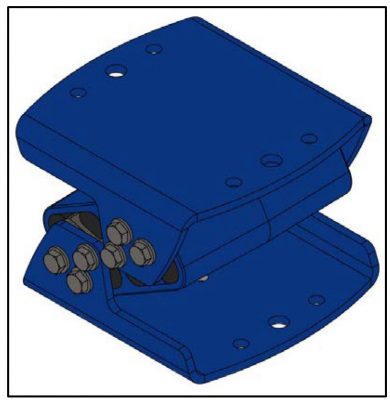
Figure 28 – Rosta ESL 50 Series Anti-Vibration Mount.

Figure 29 – ESL 50 Series Deflection Curve as shown by Rosta [7]
To get the ESL 50 series anti-vibration mount in its working range (Figure 29, thick section blue line), an amount of sprung weight (Equation 1) is required to get within its optimal range, for impact to then be able to deflect the mount further. The minimum working range should also consider the flow rate force from the product stream (Equation 2), for large lump impact to then use the remaining range of the mount. If the minimum weight requirement is not met, the system risks being too stiff when impacted. Given the standard ESL 50 utilised 6mm steel profile plates and larger sizes 8mm, we wanted to at least meet the working range of the ESL 50-1.6.
The sprung mass (ms) consists of the following:

![]()
Equation 1 – Static mass under normal conditions.
Also to be considered is the flow rate force (Fflow) under normal conditions:

Equation 2 – Stream flow rate force. Consistent with the simplified version of equation 10.2 as shown by Swinderman et al [1].
Assuming the stream flow rate force occurs over a “belt width” (1800mm) worth of frames at 600mm spacings; therefore 4 frames, the quantity of mounts over which this force occurs is 8 (2 mounts per frame). This stream flow rate force can then be divided by 8 and the static mass can be divided by 2 as this force occurs over 2 mounts (one frame):

Equation 3 – Minimum force applied to anti-vibration mount in normal conditions.
The minimum force requirement came in at 6485N per anti-vibration mount. This is outside of the minimum range of the ESL 50-2, installation of which would likely make the system too stiff. Selection of the ESL 50 met the minimum force criteria; however, the ESL 50-1.6 is more suitable due to a greater range and thicker 8mm steel profile plates.
Whilst the use of 16mm plate for the transom may be excessive, given the impact force will now be reduced due to the dynamic feature, it is necessary to achieve a greater static mass, therefore allowing the idler to utilise an anti-vibration mount with a greater working range. It also put the clients mind at ease, given the original cradle utilised 16mm plate for the transom.
Final Design
The client trialled 2 frames to reduce risk and evaluate the system’s ability to survive in the harsh application. A few areas for improvement to the design were made to make the complete system client friendly for install and maintenance, and improve the overall reliability such as:
- 10mm roller mount plate to counter the slot elongation seen on the current design (larger than current 8mm). Further reducing this issue was the use of thicker retaining plates to fix the roller from springing back after impact.
- Channel inserts added to mount the sway bar blocks to the fixed part of the assembly. This allowed the sway bar to bend to the centre, allowing for a more compact system. It was also designed to stop rotation of the foot mount which was snapping the heads off the mount bolt.
- Jack down pad was extended to utilise a greater hydraulic jack range. This didn’t require the use of a specific type.
- Placing the rollers higher with respect to the transom plates. This allows the roller lift to be minimised when replacing them.
- Holes added for lifting of the main frame into place.

Figure 30 – Trial design detail.

Figure 31 – Trial design front view.
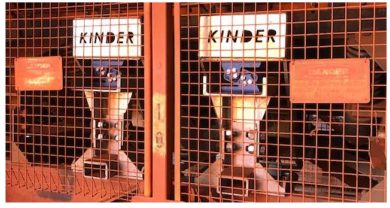
Figure 32 – Installed trial pair of K-Shield Impact Idlers.
The trial units performed well and are still installed 12 months later. The feedback from site was that the frames were more reliable, and rollers needed to be changed out much less frequently. Whilst no data was obtained in terms of belt life improvement, the client ordered 6 more to fit out another transfer area where the belt will be replaced only when these are installed. The client is also expected to fit out the remainder of the transfer area where the trial units were fitted also.
A 3-month inspection was carried out at the shutdown following the trial install. The anti-vibration mounts were found to settle, whereby they remain depressed, even when the conveyor was not running (mass of rollers, frame and belt only). To counter this, a shim insertion system was incorporated to the new design and retrofitted to the trial units for the belt profile to remain the same, thus limiting spillage. This system utilised the jack down bolts to pressure the transom frame against the anti-vibration mount, creating a gap for a finger shim to then be inserted.
Advice was also sought from Rosta Australia regarding spring set, who stated it was likely due to ‘cold flow’; a settling of the anti-vibration mount which is a normal occurrence. This was found to have stabilised shortly after installation (Figure 33). A ‘condemned’ anti-vibration mount height was also sought, for the customer to know exactly when the unit needed to be changed out. The level given was the most allowable compression for the given unit of 138mm. Given the anti-vibration mount was achieving a maximum of 14mm of compression, and with a bottom out height of 122mm, there would still be clearance under compression even at this condemned height.
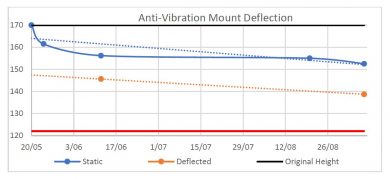
Figure 33 – Rosta Spring Set Analysis
Conclusion
Given calculations discussed here have only looked at static weights and stream flow rate forces, further analysis should be conducted to determine what lump impact force is expected for given conditions, such as:
- Mass Flow Rate, for the expected stream flow rate force (Equation 2)
- Lump Size and drop height, to determine maximum intermittent impact force
- %fines to determine whether the fines can provide a cushion to lump impact
- Product properties, such as density, lump shape factor etc.
- Dynamic properties of support systems Kinder Australia has available, such as spring constant and rebound properties for the system
With this impact force calculated, further analysis should look at what the limitations are for a given belt specification. An impact belt support system will then easily be able to be selected that will not only survive the impact force, but reduce belt damage, contributing to cost reductions and productivity increases on the most expensive part over the life of the conveyor system.
References
[1] Martin Engineering. (2009). Foundations – The Practical Resource for Cleaner, Safer, More Productive Dust & Material Control. In R. Swinderman, A. D. Marti, L. J. Goldbeck, D. Marshall, & M.
G. Strebel. Illinois.
[2] Conveyor Equipment Manufacturers Association. (2014). Belt Conveyors for Bulk Materials (7th ed.). Naples, Florida, USA: Conveyor Equipment Manufacturers Association.
[3] Vogel, R., & Roberts, P. (1982). OPERATING AND MAINTENANCE COSTS OF UNDERGROUND COLLIERY CONVEYORS. Johannesburg: The South African Institue of Materials Handling.
[4] Gupta, A. (2013). SAFETY MEASURES FOR REDUCTION OF FAILURE. International Journal of Mechanical Engineering and Robotics Research, 214-220.
[5] Conveyor Design Consultants of W.A. (1999). Practical Belt Conveying – Part 1: Fundamentals of Conveyor Design & Review of the Primary Components. Mosman Park South, Western Australia: Conveyor Design Consultants of W.A.
[6] Matador Rubber s.r.o. (2007). Test methods of rubber materials and product. Retrieved from Tampere University of Applied Sciences: https://www.tut.fi/ms/muo/vert/9_test_methods/
[7] Rosta. (2019). Anti-vibration Mount – Type ESL. Retrieved from Rosta Australia: https://www.rostaaustralia.com.au/en/products/docs/Rubber-Suspension- Technology/03_SD_ESL_E_web.pdf