Author – Bradley Owen, Engineering Manager (B.Eng(Aero)(Hons)/B.Sc)
Why should we expend any time or effort into cleaning the belt, after all its only going to become dirty again? The root cause of common conveyor issues can often be traced back to ineffective belt cleaning. Spillage from carry back soon becomes a safety hazard if left unchecked and can be costly for maintenance crews to remove. Build-up of bulk material on return rollers has a negative influence on belt tacking. Belt cleaning is fundamental to prolong the life of a conveyors most capital-intensive component – the belt. Today’s belt cleaning marketplace is filled with a plethora of belt cleaning solutions to suit every application, there are no excuses for accepting poor belt cleaning performance.
Unfortunately, there is no cleaning solution on the market that can remove one hundred percent of carry back from the belt. The best belt cleaning solutions utilise a combination of different products that have been thoughtfully selected based on the demands of the application. Ultimately, this is a balance of the cost of belt cleaning products and the cost savings due to addition belt and idler life as well as the time savings created for maintenance teams and reduction of potential down time.

Figure 1: Typical build-up of carry back on return roller from insufficient belt cleaning.

Figure 2: Dual primary ceramic cleaners and motorised brush secondary.
Pre-cleaners, Primary, Secondary and Tertiary Cleaners
The common type of cleaners on the market can be broken down into three categories: pre-cleaners, primary and secondary cleaners. Primary cleaners are tasked to remove the majority of carry back material, typically around 60 to 80% of carry back on the belt. The primary cleaner is not designed to assist with material discharge and should only be removing product that has adhered to the belt. As the name suggest, pre-cleaners are installed before a primary cleaner and are used to remove extremely cohesive or wet materials. Typically, these do no contact the belt and help extend the life of the primary cleaner. Secondary cleaners are tasked to remove the finer carry back that remains on the belt after passing through the primary cleaner. It is also worth noting there may be multiple cleaners in the pre, primary or secondary positions. The number of cleaners installed boils down to the properties of the bulk material and level of cleanliness that is desired. Tertiary cleaners are installed further downstream of the head pulley and take the form of brushes, spray systems, beater rollers and self-cleaning return rollers.

Figure 3: Heavy duty tungsten carbide pre-cleaner in application with cohesive and wet product.
The overall duty of the application needs to be considered when selecting how many and which model of pre-cleaner, primary or secondary belt cleaner to install on a conveyor. Pulley diameter, belt width, belt speed, material throughput, abrasiveness and cohesiveness of the conveyed product provide important insight into the required duty of the cleaner. These parameters are not fully independent, for example high capacity conveyors will generally utilise larger pulleys, wider and faster belts. The rigidity of the cleaner mainframe, range of tension adjustability, size and material of the blade all need to meet the demands of the application.
Figure 4: Polyurethane primary cleaner on extremely high capacity belt.
Head pulley diameter is the key factor dictating the height of the blade or length of suspension arms depending of the design of the cleaner. Blades that are too small tend to either “flip through” after a certain amount of wear or the free space between the pulley face and blade will fill with the bulk material. Once the cavity is filled, wear on the blade accelerates leading to premature failure. A blade that is too large is typically designed for heavier duty environments. This may lead to excessive wear to the belt; a consequence of the extra tension, friction and heat that is associated with heavy duty belt cleaners. This friction introduces additional unnecessary load to the drive unit.
The ideal blade length should match burden width of the bulk material. It does not take much imagination to understand how a blade that is not wide enough will not deliver the desired results. The reverse is also true in that cleaning performance can diminish quickly over time if the blade length is too long, particularly with softer material blades. The leading edge of the blade wears at a quicker rate in sections that are removing the abrasive carry back. The outer edge of the blade that is scraping the relatively clean belt edge will wear only minimally. As the centre section wears, blade pressure on the belt reduces and cleaning performance is directly affected as a result. Many types of blades can be trimmed to size after installation to suit the burden width. This can be particularly helpful if the exact burden width is not yet known.

Figure 5: Notice little wear on extreme left edge compared to burden width. This installation would benefit by using a short length blade.
A well-designed belt cleaner creates constant contact pressure along the length of the blade. Most cleaners on the market use a form of spring tension system at one or both ends of the cleaner to press the blade onto the belt. The key consideration here is that blade pressure reduces as distance from the tensioner increases. Systems with one tensioner are generally sufficient for smaller belt widths. Larger belts widths will require dual tensioners to avoid an undesirable pressure gradient across the length of the blade. A few systems manage this tension loss more effectively than others. An example of this is some designs that apply the tension load in-board of the belt edge in order reduce the pressure differential. Other styles of tensioners are also available. Pneumatic and hydraulic tensioners automatically adjusting to compensate for blade wear and apply a constant force to the blade throughout its life.
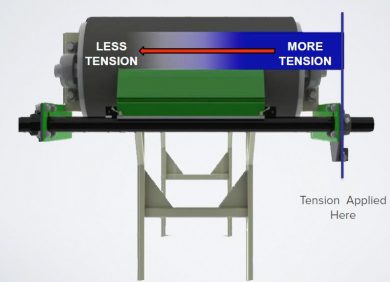
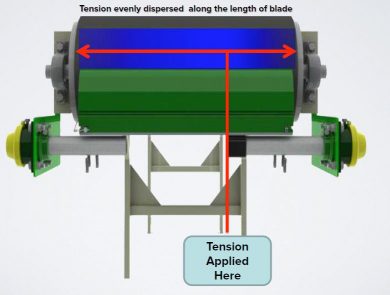
Figure 6: Typical pressure distribution across a belt cleaner blade.
Crowned pulleys require cleaners that specifically allow the blade to conform to the crowning profile while maintaining tension across the width of the belt. Usually, this is accomplished by using a series of short segmented blades. Single piece polyurethane blades can conform to the taper of the crown however segmented polyurethane is the better option.
Most belt cleaners are designed to clean the belt while operating in one direction only. Some blades are designed not to damage the belt when operated in reverse. In these situations, two systems can be installed, one at each end of the conveyor. Other blade designs are strictly for one direction of travel and can damage the belt cleaner, belt or splice if operated in reverse.
Common Blade Materials for Pre-cleaners, Primary and Secondary Cleaners
Blade material selection is generally made based on the condition of the belt, splice type, belt speed, material abrasiveness and desired blade life.
Polyurethane has many favourable properties making it well suited to a large range of belt cleaning applications. Good abrasion resistance, high flexibility and low friction coefficient translate to good blade life and minimal abrasion wear of the belt. The high flexibility reduces the chance of belt damage occurring from an incorrectly tensioned cleaner. Both over-tensioning and under-tensioning has its own associated issues, however polyurethane gives a larger margin for error compared to carbide or ceramic tips.
Tungsten carbide tipped blades are commonly specified for applications where a higher level of abrasion resistance and thus longer blade life is desired. The lower wear rate translates to a slower loss of tension overtime as the tensioner relaxes to fill the void created by material loss of the blade. This reduces the frequency of blade changeouts and re-tensioning. The maximum permissible belt speed for a tungsten carbide tipped cleaner is generally higher than polyurethane. However, some formulas of polyurethane work successfully on belt speeds in excess of 7m/s.
An alternative option to tungsten carbide blades is are? cleaners utilizing alumina ceramic chips. Alumina ceramics are incredibly hard and are used as wear liners in extreme sliding abrasion applications. In belt cleaning applications this means the wearing surface maintains its geometry providing excellent life with same benefits as tungsten carbide.
Mechanical belt splices and fasteners such as repair staples are incompatible with carbide and ceramic belt cleaners due to the relatively low impact resistance of both materials. Hot vulcanised splices are a necessity when specifying either of these types of cleaners. Polyurethane blades are compatible with hot vulcanised splices and some mechanical fasteners. Edges of belt repair patches are less likely to be lifted as polyurethane belt cleaner passes over the repaired section compared to a carbide or ceramic cleaner.
Other Considerations – There Is More To Belt Cleaning Than Just “Scrapers”
The condition of the conveyor belt covers is commonly overlooked as a selection criterion for belt cleaners. Cuts, gouges and abrasion accumulate over the life of the belt result in an irregular surface that is difficult to clean. Fugitive material amasses in cavities created by impact damage at transfer points, groove lines from skirting and general uneven wear caused by material abrasion. Carbide and ceramic cleaners are often too stiff and may have little effect on belt cleanliness if the belt surface is uneven. These cleaners are best suited to brand new or undamaged belts. Polyurethane blades are much softer than carbide or ceramic blades and are much more effective on older belts where the surface has become uneven. As the blade wears, the polyurethane conforms to the belt surface and maintains its cleaning effectiveness over the life of the blade. Brush type cleaners provide very good cleaning efficiency for heavily damaged or rough top belts. Motorised brush cleaners are most effective however non-powered brushes installed at an angle to the belt direction provide an economical alternative.

Figure 7: Non-powered brush cleaners can be installed slightly off perpendicular to the belt direction. This demonstrates the need to plan cleaner placement thoughtfully.

Figure 8: Rigid cleaner tips are inefficient on severely pitted belts.
Conveyors with chevron belts are more difficult to keep clean as traditional “scraper” type cleaners will damage the belt. Speciality scrapers designed specifically for chevron belts are available. Generally, these utilise very thin segmented blades which have a high degree of lateral flexibility. These thin blades allow the chevron to pass without damage. Brush cleaners with thin flexible nylon bristles are effective on belts with a small chevron height, typically less than 10mm tall. Taller cleats create difficulties cleaning into the corners and can generate too much heat when cleaned by a motorised brush. Return rollers with offset lobes can be employed to vibrate the belt and “shake off” the carry back. Also known as a beater roller, these can also be used on deep pocket belts.

Figure 9 (left): Return roller with retrofit “shaker discs” designed to remove material by vibrating the belt.

Figure 10 (right): Specially designed cleaning idler with beater rollers remove carry back.
There may arise a situation where it is advantageous to remove carry back further downstream or away from the head pulley. In these cases, polyurethane return rollers with spiral flutes angling towards the centre of the belt act as rotating cleaning blades. Spiral rollers can be installed on Vee-return systems however frames should be designed such that removed material does not build up. Shaker rollers and brush type cleaners are also viable option in these situations. Furthermore, these options do not require a vulcanised splice or good belt cover condition to operate effectively.

Figure 11: Spiral cleaning return roller.
Final Thoughts and Conclusion
All belt cleaners require frequent inspection and regular maintenance to perform optimally over its life.
Cleaners should be positioned thoughtfully, ideally so that displaced material is directed back into the product stream or into a bin for easy housekeeping.
Any reputable belt cleaner manufacturer will have numerical and empirical data which to make belt cleaning recommendations. They will be able to provide specific technical information regarding suitability and installation their products. Recommendations made by the manufacturer should be adhered to in order to maximise the cleaner’s performance. No matter the application, there is a belt cleaning solution to suit.