Author – Engineering Team
Even the most holistic approach to belt conveyor system design and construction rarely results in good belt alignment. Is the structure rigid and installed level?
Check! Are the pulleys and idlers concentric and installed square? Check! No worries then right? Wrong!
The conveyor belt is widely considered to be the most cost intensive component on the conveyor belt system over the equipment life and given mis-tracking damage can be fatal to the belt, maintaining sufficient alignment should be a high priority.
Site conditions change, so even the best laid out plans ruin the best of intentions in seeking sufficient belt alignment. All conditions out of the control of site personnel, such as weather conditions (e.g.: temperature and rain), ground movement and changes to material conveyed, contribute to a change in the belt path and the way the burden interacts with the belt. These changes often contribute to poor belt alignment on a system that was performing well the previous day.
There are now many ways to belt alignment can be achieved, however, an alignment device should only be sought to counter changing conditions, or where a simpler root cause fix does not exist. For example, wind forces often cause belt conveyors to mis-track, this can be countered by simply covering the belt using belt covers or using wind guards. Another example is the build-up on rollers that causes a mis-tracking belt, by way of varying diameters and friction factors. This should be countered using a belt cleaning or spillage reduction solution such as better skirting.

Figure 1 – Severe wind induced mistracking

Figure 2 – Wind guards prevent wind induced mis-tracking
Figure 3 – Roller build up induced mis-tracking
Machinery designers have long implemented equipment that naturally aid in good belt tracking. Such equipment includes the crowning of pulleys and offset idlers. These simple solutions may be all that is required to track simple systems. Even the troughing of a belt will allow for better belt alignment, when compared with a flat carry belt conveyor system.
Crowned drums work by placing more tension on the side that is tracking to the centre. This creates a curve in the belt which allows the belt to “climb” the pulley drum taper, centring itself. This principle has been used for many years in power transmission as well as conveyor belt systems.
Offset idlers generally have a lead in the wing rollers (around 2° max) and can also be created using inline rollers by leaning them forward on taper shims. If the belt tracks over to one side, more of the belt is contacting one wing roller than the other. This force imbalance allows the belt to self-centre. As this is not a symmetrical design, this cannot be implemented on reversible belts. Doing so would worsen the mis-tracking of a mis-tracked belt.
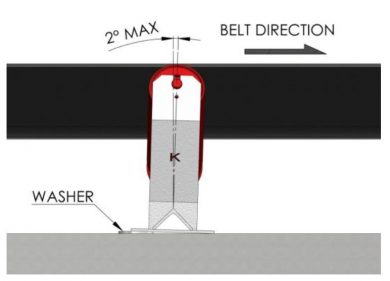
Figure 4 – Inducing “lead” in wing rollers of an inline frame

Figure 5 – Poor belt edge condition is common in the industry
Active and Passive Trackers
When all simple fixes are not getting the job done, belt tracking devices should be utilised. The oldest solution is the centre pivoting tracking frame and there are some options when it comes to pivot activation. Most commonly a trailing side guide roller is used, such that when the belt drifts over, offset pressure on the frame creates a torque about the centre pivot, allowing the rollers to steer the belt back to the centre. These are a well understood reliable item, however the drawbacks are that they are not for reversible belts and they require belt edge contact to activate. Some conveyor belts in the field have a less than perfect belt edge, usually due to a previous mis-tracking incident, and so may not be suitably solved using the side guide activated centre pivot tracker.
The side guide activated tracker is also considered a passive tracker; it waits for some level of mis-tracking to occur before acting. This may be suitable for certain applications that drift within limits naturally and use the tracker rarely when conditions change. On some heavier applications or where conditions are constantly changing, it may not be suitable to utilise this tracker.

Figure 6 – Side guide activated centre pivot tracker
As all three rollers (for a trough side design) on this type of tracker perform the belt realigning, they thrive on friction and pressure. These trackers should be supplied at least 6mm higher than the preceding and post idler frames to ensure suitable pressure is maintained. Further friction can be applied to the belt by shimming the frame up to 18mm higher or the use of rubber lagged rollers, which significantly increase the belt to roller friction force. Given rollers in tracking frames tend to wear faster than plain roller sets due to the constant “scuffing” of the roller face, rubber lagged rollers also have a greater serviceable life. Due to the added pressure and the want of extra friction, low friction HDPE rollers should not be used in these types of frames. Generally, an RDRT roller also shouldn’t be used in a return training frame as there is less contact with the belt, even if a marginal increase in friction results due to the use of rubber.
The alternative to side guide activated trackers is the taper roller. These use variation in tangential speed across the roller face to incite a “braking” effect, which drags the tracker forward on the side that the belt is mis-tracking toward. The advantage is the design is inherently suitable for reversible belts, there is no belt edge contact and it is an active tracker, i.e. it is always tracking as opposed to the side guide activated tracker which relies on contact with the side guide roller before reacting.

Figure 7 – Taper roller
The fact that the taper roller tracker is an active tracker, is a double-edged sword. Yes, you will have a quicker response before a mis-track situation becomes a major issue, however the lagging is constantly in a wear state, even during perfect belt alignment. This can lead the lagging taper shape to wear to a point of ineffectiveness. The Kinder field service team have seen multiple occasions of customers having the lagging replaced without the taper feature and wondering why the tracker no longer performed following this, so a misunderstanding of this tracker is common.
In trough side applications of the taper roller, the centre roller is less important, hence them being plain steel rather than a high friction rubber or grooved polyurethane. The intention of the dual centre rollers is to offset them from the centre, opening space for the large end of the taper wing roller to be placed, if required for steep trough angle systems. Setting of the wing roller angle depends on the trough angle of the conveyor, and is partly the reason for it being adjustable, however the greatest reason for the adjustment is so the training response can be increased. Usually the wing rollers should be set 2-3° higher than the standard carry frames on the system, however this can be further increased in situations where the trainer is slow at responding. Placing shims under these trainers to increase pressure actually makes the trainer less responsive, as this places more pressure on the centre rollers, taking vital pressure away from the wing rollers.
Figure 8 – Taper rollers are available for the trough and return side of the belt
Other tracking units that exist are primarily for the return side of the belt. These use a belt mass difference across the face of a central bearing supported roller to pivot the trainer and correct the belt. Most use a pivot shaft that run at 45° toward the belt direction through the stationary support shaft to an inner bearing drum. When the belt tracks over, a mass imbalance about the centre of the roller causes the outer drum to move down and forward. This steers the belt back centrally. This design is not suitable for reversible belts, though the addition of external bearings can flip the shaft when the belt moves in the opposite direction. The external bearings being smaller and having less friction than the internal bearings allows the shaft to flip and come to a stop using a positioning lever before the outer drum starts to turn.
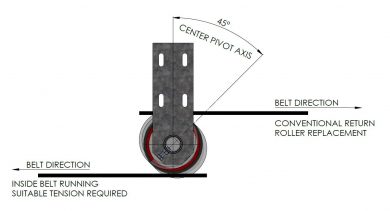
Figure 9 – Mass imbalance activated return tracker

Figure 10 – Reversible design mass imbalance activated return tracker
New technologies developed have allowed for a much simpler example of a mass imbalance activated tracker. This design uses a flexible coupling in the centre pivot, rather than a fixed axis shaft at 45°. This allows for completely 360° free motion about the centre of the tracker, which has created an inherently reversible design. The steering of the roller is activated by additional mass and friction to one side of the roller, which drags the roller drum forward and steers the belt back to centre. Results in the field have shown there is no downside to this design compared with the fixed axis design, and it has been found that the rubber coupling is a more reliable unit, due to its simplicity and given it is not affected by contamination like a conventional greased bearing.
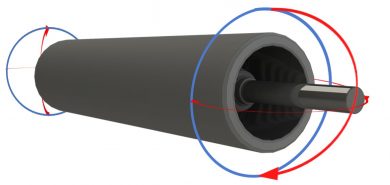
Figure 11 – Rubber Coupling Centre Pivot Return Tracker
All previously mentioned pivoting trackers limit the angle of pivot to avoid losing static friction with the belt. This can be likened to understeer in a vehicle, where more steering angle past the limit of adhesion results in no extra steerability and likely, further wear on the tyres. The actual limit angle is when the theoretical force pushing the belt across exceeds the static friction available between the two surfaces. This belt push force is dependant on the tension in the belt, and the friction available depends on the mass of the belt, product and any additional tension forces that are induced via additional pressure of the installation. This is obviously very dependant on the system specifications and running conditions at any one time, however it has been shown that no more than 6° of pivot either way should be allowed. Higher tension systems should be further limited as the push force generated by a given angle is so much greater, therefore reaching the friction limit earlier.
Tracker Placement
The placement of a tracker is to solve an issue in the area where mis-tracking occurs. There are also recommended locations for tracker placement as a risk prevention measure, such as prior to pulleys where occurrence of mis-tracking would result in dire consequences for the belt. A risk-free system is one that has the following trackers installed:
- Prior to every pulley
- After the head pulley (and drive pulley where these are separate)
- After the gravity take-up (or any other series of non-drive pulleys, such as a tripper)
- After the loading point to counter the possibility of off-centre loading
- Every 30-50 meters of continuous belt

Figure 12 – Ideal tracker placement
Obviously, the practicalities of capital and ongoing maintenance costs may not allow for this many trackers to be installed, especially for shorter systems. However, particularly on long overland systems and critical single line systems with zero redundancy, it may be some very cheap insurance and something that is only realised after kilometres of belt have been destroyed.
The minimum distance of 3.5 times the belt width of distance between pulleys and the tracker is to allow the tracker to have an effect on the belt, lessening the need to “fight” the pulley with its greater wrap and therefore greater hold on the belt. A tracker is limited by the amount of friction it can apply and therefore the amount of sideways force it can transmit to correct the belt. Placing the tracker sufficiently far away from pulleys allows greater torque to be applied about the centre of the belt at the pulley for a given tracker applied force, which induces a greater angle difference, allowing the belt to climb the drum after some pulley revolutions, much like how a crowned drum works.
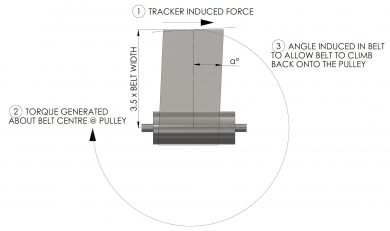
Figure 13 – 3.5 x belt width rule explanation
A balance between the practicality of install and the perfect location for tracking performance must be sought. A tracker at 2 times the belt width from a pulley is better than no tracker at all. Short feeder conveyors have had trackers placed in the centre of the return strand at around 1 belt width from each pulley and in order to get them to have a sufficient effect, the pressure on the tracker must be so much greater, that it warrants a design check of the trackers capabilities. Other options for short centre belts are inverted vee guide rollers or fixed side guide rollers. These are a crude last resort. The inverted vee rollers train the belt via constant pressure and go against a belt manufacturers’ concerns for transitioning belt profiles from troughed to flat over a given distance. Side guide rollers are a hard stop on a belt edge that may be inconsistent and sometimes the mis-tracking situation is so bad the belt folds against the side guide roller.

Figure 14 – Inverted vee trainer forcing belt training

Figure 15 – Side guide rollers won’t stop all belts
Return trackers offer more freedom for installation as they can be placed above or below the belt. Above the belt is the clean side of the belt so more friction may be seen resulting in greater tracker response, however, it may be easier to replace a return roller with a return tracker in a more conventional way, due to space constraints. A return tracker is beneficial compared with a trough tracker as it only needs to correct the belt, not the belt and burden. Return trackers also typically maintain a greater contact area with the belt as the troughed profile lifts at the idler junctions.
Other tracking options
Spiral rollers were soon discovered to generate a tracking force as customers started to fit them in the direction that cleans to the outside of the belt with threads working away from the centre. This can make sense from a cleaning perspective but had an adverse belt tracking response. Hence now they are used for their tracking ability as well as cleaning. They are also easy to fit, replacing any conventional steel roller without the need to change brackets.

Disc trackers are also available and recommended for light to medium duty conveyors. These are made of polyurethane to reduce the severity of belt edge contact. They are also a simply installed solution that can be installed on both the trough and return side of the belt.
This article is by no means an exhaustive list of tracker design options. Features such as pivot and tilt, even hydraulically steered units are available. Whatever additions are on offer, it is usually the simplest of solutions that look after the belt which offer the best long-term outcome.